×
- Hello
- Login or Register
- Quick Links
- Live Chat
- Track Order
- Parts Availability
- RMA
- Help Center
- Contact Us
- Shop for
- Honda Parts
- Honda Accessories
My Garage
My Account
Cart
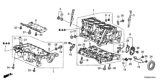
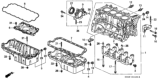
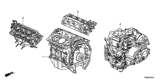
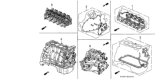
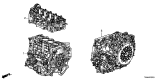
Genuine Honda Engine Block
Cylinder Block- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
461 Engine Blocks found





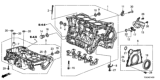
Honda Cylinder Block Assembly
Part Number: 11000-59B-010$854.09 MSRP: $1137.65You Save: $283.56 (25%)Product Specifications- Other Name: Block Assy., Cylinder; Cylinder Block





 Product Specifications
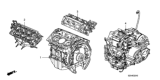
Product Specifications- Other Name: GENERAL ASSY; Short Block
- Replaces: 10002-5AM-A02, 10002-5AM-A03





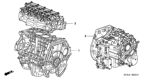
Honda Cylinder Block General Assembly (DOT)
Part Number: 10002-RNA-A50$2328.17 MSRP: $3081.55You Save: $753.38 (25%)Product Specifications- Other Name: Short Block
- Replaces: 10002-RNA-A00, 10002-RNA-U00











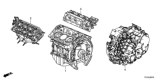
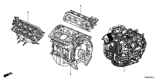
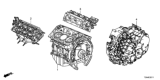
Honda Engine,Sub-Assy (Block)
Part Number: 10002-5J6-A02$2776.50 MSRP: $3678.72You Save: $902.22 (25%)Product Specifications- Other Name: ENG,SUB-ASSY (BLOCK); Short Block
- Replaces: 10002-5J6-A00, 10002-5J6-A01





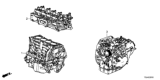
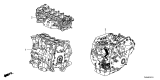
Honda Engine Sub-Assy (Blo)
Part Number: 10002-5A2-A01$4567.38 MSRP: $6064.17You Save: $1496.79 (25%)Product Specifications- Other Name: Short Block
- Replaces: 10002-5A2-X01, 10002-5A2-A00, 10002-5A2-X00

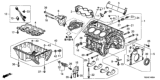
Honda Cylinder Block Assembly
Part Number: 11000-RPY-G02$1317.89 MSRP: $1735.85You Save: $417.96 (25%)Product Specifications- Other Name: BLOCK ASSY., CYLN; Cylinder Block
- Replaces: 11000-RPY-G00, 11000-RPY-G01
Honda Cylinder Block General Assembly
Part Number: 10002-5J6-A12$2776.50 MSRP: $3678.72You Save: $902.22 (25%)Product Specifications- Other Name: General Assy., Cylinder Block; Long Block, Short Block
- Replaces: 10002-5J6-A11, 10002-5J6-A10

 Product Specifications
Product Specifications- Other Name: GENERAL ASSY; Short Block
- Replaces: 10002-5PA-A00, 10002-5PA-A01

 Product Specifications
Product Specifications- Other Name: Short Block
- Replaces: 10002-RN0-A10

Honda Cylinder Block General Assembly
Part Number: 10002-5MR-A00$3308.41 MSRP: $4387.23You Save: $1078.82 (25%)Product Specifications- Other Name: General Assy., Cylinder Block; Short Block

 Product Specifications
Product Specifications- Other Name: Cylinder Block
Honda Cylinder Block General Assembly
Part Number: 10002-5MR-A10$3308.41 MSRP: $4387.23You Save: $1078.82 (25%)Product Specifications- Other Name: General Assy., Cylinder Block; Short Block

Honda Cylinder Block Assembly
Part Number: 11000-P2E-A00$1998.84 MSRP: $2662.45You Save: $663.61 (25%)Product Specifications- Other Name: Block Assy., Cylinder
- Replaced by: 11000-P2E-810

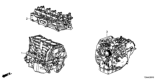
Honda Engine Sub-Assy (Blo)
Part Number: 10002-5G0-A02$3547.89 MSRP: $4706.22You Save: $1158.33 (25%)Product Specifications- Other Name: Short Block
- Replaces: 10002-5G0-A01

 Product Specifications
Product Specifications- Other Name: Short Block
Honda Engine Sub-Assy (Block)
Part Number: 10002-5A2-A10$3071.30 MSRP: $4071.40You Save: $1000.10 (25%)Product Specifications- Other Name: Short Block









 Product Specifications
Product Specifications- Other Name: Short Block
- Replaces: 10002-RV0-A00

 Product Specifications
Product Specifications- Other Name: Short Block
- Replaces: 10002-P0H-A02

 Product Specifications
Product Specifications- Other Name: Short Block
- Replaces: 10002-6C2-A00, 10002-6C2-A01, 10002-6C2-A02
 Product Specifications
Product Specifications- Other Name: Short Block
- Replaces: 10002-5AN-A04, 10002-5AN-A03, 10002-5AA-A03, 10002-5AN-A02, 10002-5AA-A02
| Page 1 of 24 |Next >
1-20 of 461 Results
Honda Engine Block Parts Questions & Experts Answers
- Q: What steps should be taken before inspecting the engine block on Honda Del Sol?A:It is mandatory that the block must be cleaned before it can be inspected; this is useful. Clean the steel structure and make sure to observe the presence of cracks, rust or corrosion on the structure and also examine the threaded holes for stripped threads. It is recommended to take the block to an automotive machine shop that is capable of doing core tests for concealed cracks on it. In the event that there is formation of defects, then the block should be repaired or replace depending on the extent of the defect. Examine for scuffing / scoring, by taking off the cylinder head and using a micrometer, measure the diameter across the top, under the ridge, at the centre and at the bottom of the bores parallel to the crankshaft axis. These measurements should be taken with the block not clamped on an engine stand which in turn causes distortion. Select three reference points on a crankshaft's axis and measure each cylinder's diameter at those points and compare the findings. If the above precision measuring tools are not recalled, feeler gauge stock available at auto part dealers can be used to check piston to cylinder clearance. To check clearance, slip in a feeler gauge with the piston located as shown in fig. 37 and with the actual gauge between the piston and cylinder on one of the thrust faces. Normally the piston should move through the cylinder under moderate pressure; if one finds that the piston goes down with ease then it means that there is too much clearance and that means one has to acquire a new piston. Should the piston feel tightly fitted at the lower end and float at the upper end, then the cylinder bore is considered tapered, while if tight areas are felt while threading the piston/feeler gauge then the cylinder bore is out of round. Perform this process to the other pistons and cylinders that are still unfixed. If, however, the cylinder walls are excessively worn or scuffed, scored, out-of-round or tapered beyond limits, take the engine block to an automotive machine shop and have it rebored and honed, which will require the use of oversize pistons and rings. The block deck should also be checked for distortion using a precision straight edge and a feeler gauge laying the straightedge diagonally on the block. If the cylinders are intact, and one can achieve the piston-to-cylinder clearances, rebore is not required, and honing will suffice.

Related Honda Parts
 Honda Oil Pressure Switch
Honda Oil Pressure Switch Honda Camshaft Seal
Honda Camshaft Seal Honda Oil Pan
Honda Oil Pan Honda Knock Sensor
Honda Knock Sensor Honda Timing Cover
Honda Timing Cover Honda Dipstick
Honda Dipstick Honda Engine
Honda Engine Honda Crankshaft Position Sensor
Honda Crankshaft Position Sensor Honda Cylinder Head
Honda Cylinder Head Honda Timing Cover Gasket
Honda Timing Cover Gasket Honda Dipstick Tube
Honda Dipstick Tube Honda Transmission Assembly
Honda Transmission Assembly
Browse by Model
Accord Engine Block Accord Hybrid Engine Block Civic Engine Block Civic Hybrid Engine Block Clarity Plug-In Hybrid Engine Block CR-V Engine Block CR-V Hybrid Engine Block CR-Z Engine Block Crosstour Engine Block CRX Engine Block Del Sol Engine Block Element Engine Block Fit Engine Block HR-V Engine Block Insight Engine Block Odyssey Engine Block Passport Engine Block Pilot Engine Block Prelude Engine Block Ridgeline Engine Block S2000 Engine Block